What powder metallurgy means
Powder metallurgy is a manufacturing process in which metal powder is compacted in a die and then sintered in a furnace to create the final part. Instead of starting with a solid block of metal, the process begins with powder, which allows the part to be formed close to its final shape before high-temperature bonding takes place.
This is one of the reasons PM is attractive for gears, bushings, and other structural parts used in large quantities. In the right application, it can reduce waste, improve consistency, and lower total production cost compared with more material-intensive or machining-heavy routes.
How the powder metallurgy process works
Different suppliers may have different material systems or secondary operations, but the overall powder metallurgy route usually follows a recognizable process flow.
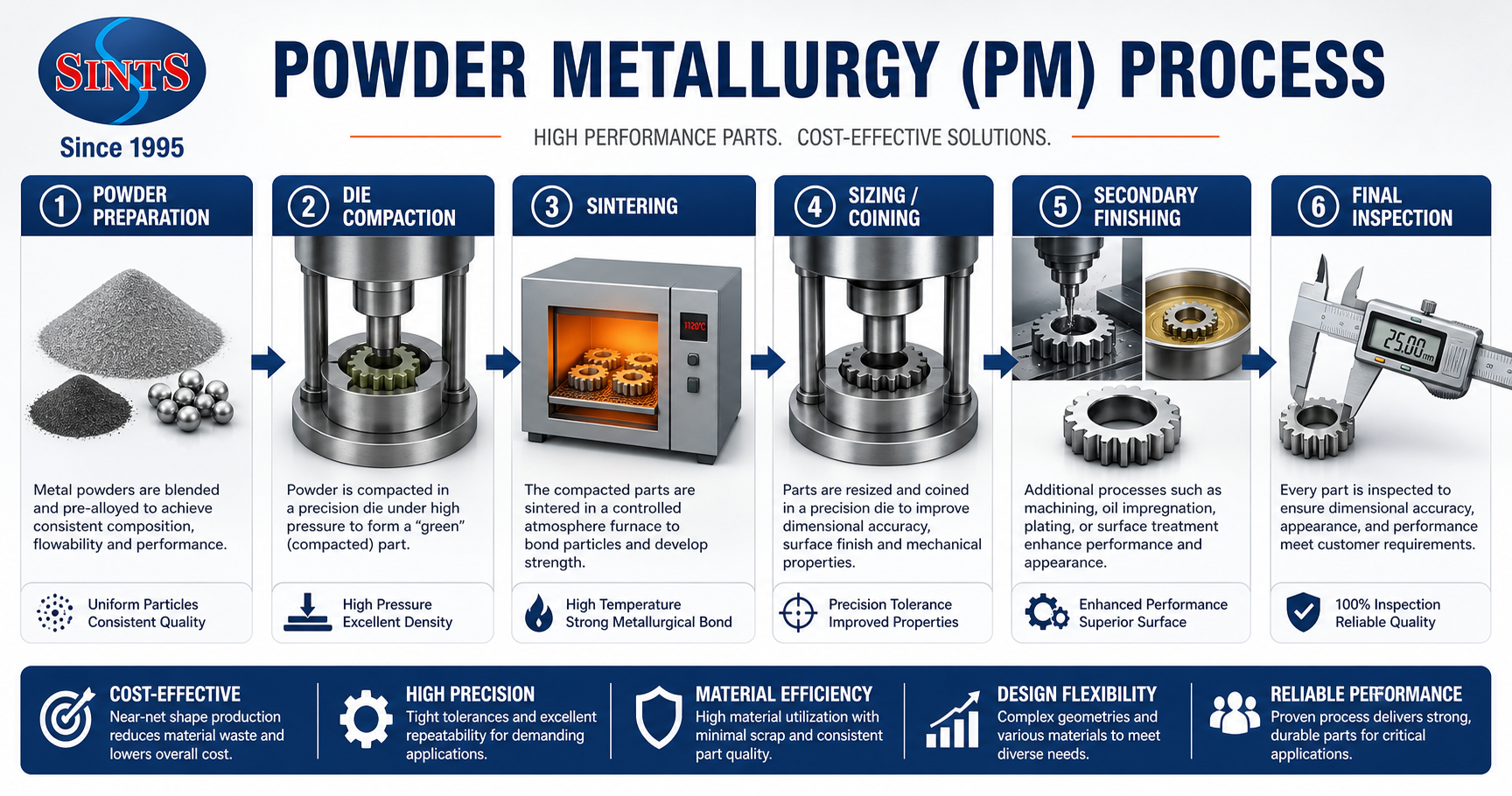
1. Powder preparation
The process starts with metal powder selected for the part's intended material and performance. Lubricants or additives may be blended in to improve flow and compaction behavior.
2. Die compaction
The powder is filled into a precision die and pressed under high pressure into a green compact. At this stage, the part already holds its basic shape, but it has not yet reached final strength.
3. Sintering
The compacted part is heated in a controlled atmosphere furnace. During sintering, the metal particles bond together, producing the strength and integrity that make the part usable in service.
4. Sizing or coining
Some powder metallurgy parts go through sizing or coining to improve dimensional control, flatness, or local density. This helps tighten part consistency for applications that need better fit or contact behavior.
5. Secondary finishing
Depending on the application, PM parts may receive machining, deburring, heat treatment, steam treatment, oil impregnation, plating, or other finishing steps. These secondary operations can enhance performance or appearance.
6. Final inspection
Final inspection checks dimensions, density, surface condition, and any application-specific requirements. For repeat-volume OEM programs, stable quality across batches is usually one of the biggest priorities.



Main advantages of powder metallurgy
- Cost efficiency at volume: PM is often attractive when production quantities are high and the part geometry suits die compaction.
- Material efficiency: It usually creates less waste than subtractive machining routes.
- Good repeatability: Stable tooling and process conditions can support strong consistency across long production runs.
- Well suited to gears and structural parts: This is one of the process's most common strengths.
- Secondary options remain available: Sizing, impregnation, heat treatment, and finishing can expand application range.
Main limitations of powder metallurgy
- Geometry limits: PM usually works best when the part can be compacted in a tooling-friendly direction.
- Tooling is required: Like many volume-oriented processes, it becomes less attractive for very low quantities.
- Density may not match every route: Some applications may require a different process if maximum density or special geometry is critical.
- Not every cosmetic part is a good fit: Some parts still need significant secondary finishing for visible surfaces.
What kinds of products are suitable for PM
Powder metallurgy is often a strong choice for parts that are relatively compact, structurally functional, and needed in repeat quantities. Common examples include:
- spur gears and helical gears
- bushings and bearing-related parts
- lock and hardware structural parts
- power tool transmission components
- industrial OEM parts where cost at volume matters
When buyers compare PM with other processes
In practice, powder metallurgy is often compared with CNC machining, casting, MIM, and stamped or machined assemblies. PM usually becomes attractive when the part shape fits compaction logic, the volume is meaningful, and the project benefits from a consistent high-volume route.
That is why many buyers view PM not simply as a cheaper process, but as a process with its own geometry logic and production economics. At SINTS, PM is typically presented alongside other metal part routes so customers can evaluate the part, not only the process label.
Conclusion
Powder metallurgy is one of the most practical manufacturing routes for gears, bushings, and other repeat-volume structural metal parts. Its strongest value usually appears when the part is compact, the shape suits tooling, and long-run production efficiency matters.
For buyers, the real value of PM lies in knowing when it fits the application and when another route may be more appropriate. That balance between cost, geometry, and repeatability is where supplier guidance becomes genuinely useful.