What metal injection molding means
Metal injection molding is a process that starts with very fine metal powder mixed with a binder system. That mixture, often called feedstock, is injected into a mold in a way that resembles plastic injection molding. After molding, the binder is removed and the part is sintered at high temperature so the metal particles bond into a dense final component.
The reason MIM is attractive is simple: it can produce small, detailed parts with shapes that would be difficult, slow, or expensive to machine from solid metal. When the geometry is complex and the production volume is meaningful, MIM can often become a very competitive route.
How the MIM process works
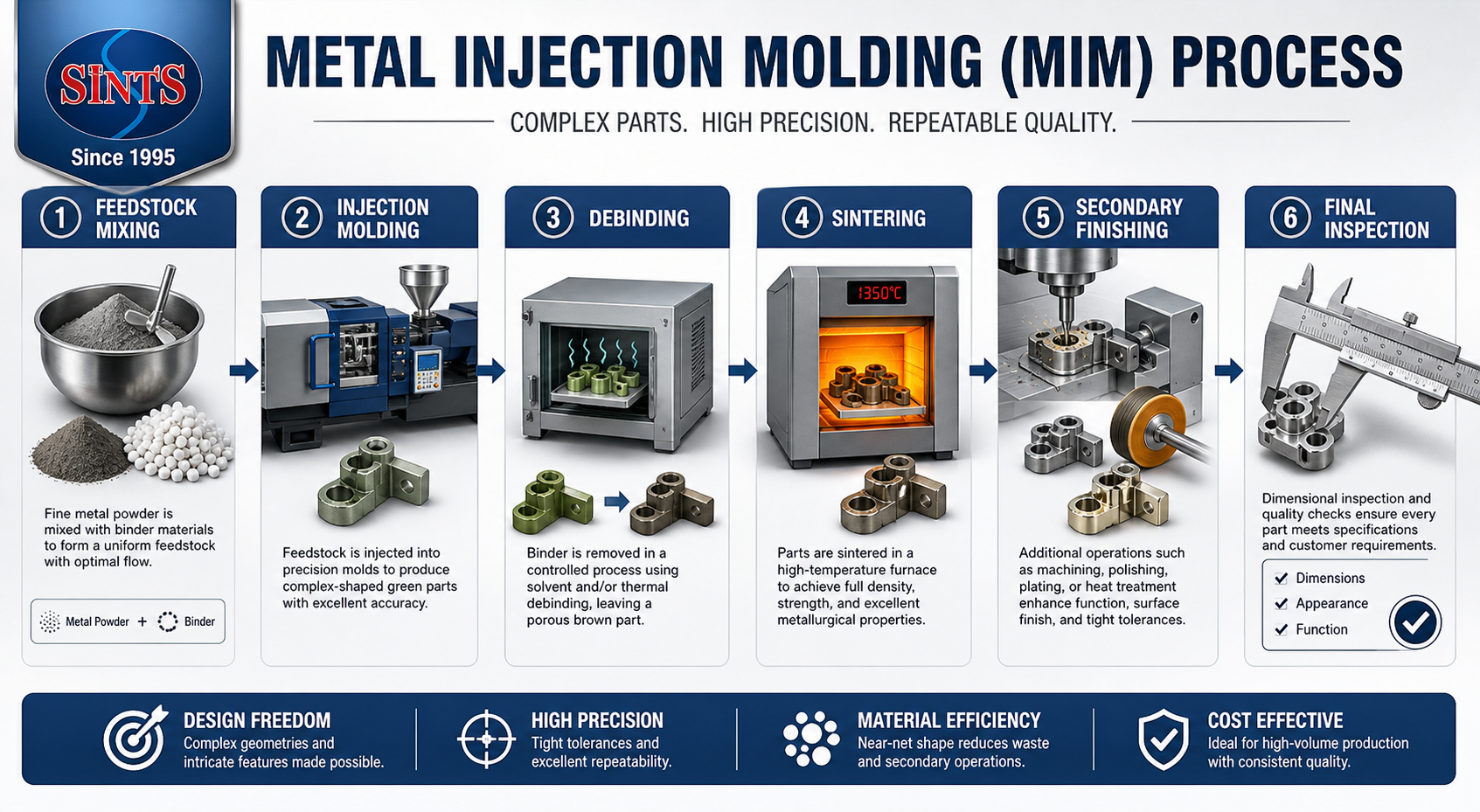
Although different suppliers may use slightly different equipment or process windows, the overall MIM route usually follows the same sequence.
1. Feedstock mixing
Fine metal powder is blended with a binder so it can flow during molding. The powder choice depends on the required material properties, such as stainless steel, low alloy steel, titanium, tungsten alloy, or other specialized compositions. Good feedstock quality is important because it affects molding behavior, dimensional stability, and final part performance.
2. Injection molding
The feedstock is injected into a precision mold cavity, creating a so-called green part. At this stage, the component already has the intended shape, including many of the small features that make MIM attractive for complex precision parts.
3. Debinding
The binder is then removed through thermal, solvent, catalytic, or combined debinding methods, depending on the system used. The part becomes fragile during this stage, so process control matters. After debinding, the component is often called a brown part.
4. Sintering
The debound part is heated in a controlled furnace to a high temperature below the full melting point of the metal. This allows the metal particles to bond and densify. Sintering is where the part develops its final structure and most of its mechanical properties. It is also where predictable shrinkage must be controlled carefully.
5. Secondary finishing
Depending on the application, MIM parts may then go through machining, polishing, threading, heat treatment, plating, passivation, or other finishing steps. MIM can achieve near-net-shape geometry, but some critical features or cosmetic requirements may still benefit from secondary operations.
6. Inspection and qualification
Final inspection checks dimensions, appearance, density, mechanical behavior, and any application-specific requirements. For export OEM programs, this stage is especially important because repeatability often matters as much as the first successful sample.


Main advantages of MIM
The strongest case for MIM usually comes from a combination of part complexity, volume, and material needs. It is not a universal answer, but in the right situation it offers several real advantages.
- Complex shapes: MIM can produce detailed forms that would be difficult or inefficient to machine.
- Near-net-shape production: Many features can be formed directly in the mold, reducing waste and limiting later machining.
- Good repeatability for volume programs: Once tooling and process windows are stable, MIM can support consistent production.
- Material performance: MIM uses real metal materials, making it attractive when strength, wear resistance, corrosion resistance, or heat resistance matter.
- Useful for small precision metal parts: This is where MIM is often strongest compared with many alternative routes.
Main limitations of MIM
MIM also has clear limitations, and buyers should understand them early instead of treating the process as universally superior.
- Tooling investment: Molds are required, so MIM is usually less attractive for very low quantities.
- Size limitations: The process is usually best for small to medium-sized parts rather than very large components.
- Shrinkage control matters: Because the part densifies during sintering, process control and tooling design are critical.
- Not every geometry is equally suitable: Some shapes still need secondary machining or may be better served by another method.
- Lead time can be longer at the start: Tooling, development, and qualification take planning before full production begins.
What kinds of products are suitable for MIM
MIM is usually a strong candidate when a part is relatively small, geometrically detailed, and needed in repeat production quantities. It is especially attractive when the part would otherwise require substantial machining from solid metal or when the final design includes complex three-dimensional features.
Typical examples include:
- smart lock and lock hardware components
- medical device and surgical instrument parts
- appliance and coffee machine precision parts
- power tool structural and transmission-related components
- consumer product metal parts with intricate shapes
- small OEM mechanical parts requiring consistency at volume
When buyers usually compare MIM with other processes
In real sourcing work, MIM is often compared with CNC machining, conventional powder metallurgy, die casting, investment casting, and sometimes precision stamping. The decision usually comes down to geometry, size, quantity, material, finish expectations, and total project economics rather than to one process label alone.
For example, CNC machining may remain better for lower volumes or for features that require very tight direct machining control. Conventional powder metallurgy may still be stronger for simpler structural parts such as many gear-like applications. But for small, complex metal injection molding parts, MIM often becomes one of the most efficient options.
A practical sourcing view
If you are evaluating a custom precision metal part, the most useful question is not “Is MIM good?” The better question is “Is MIM good for this part, this volume, and this performance requirement?” That is where supplier review, drawing analysis, and process recommendation become more valuable than generic process descriptions.
For companies sourcing custom OEM components, MIM is often most compelling when it helps combine complex geometry, repeatable production, and practical downstream finishing into one stable manufacturing route. That is also why many manufacturers, including SINTS, present MIM not only as a standalone process but as part of a broader precision metal parts supply capability.
Conclusion
Metal injection molding is a highly practical manufacturing process for small, complex precision metal parts when the application and volume are right. Its main strengths are shape freedom, repeatability, and material performance. Its main constraints are tooling cost, size range, and the need for careful process control through debinding and sintering.
For buyers, MIM is best understood not as a buzzword, but as one route in a larger decision about product design, manufacturability, and long-term production efficiency. Used in the right place, it can be a strong solution for lock components, medical parts, appliance parts, and many other custom OEM metal components.