Material & Molding
From powder to precision, under one roof
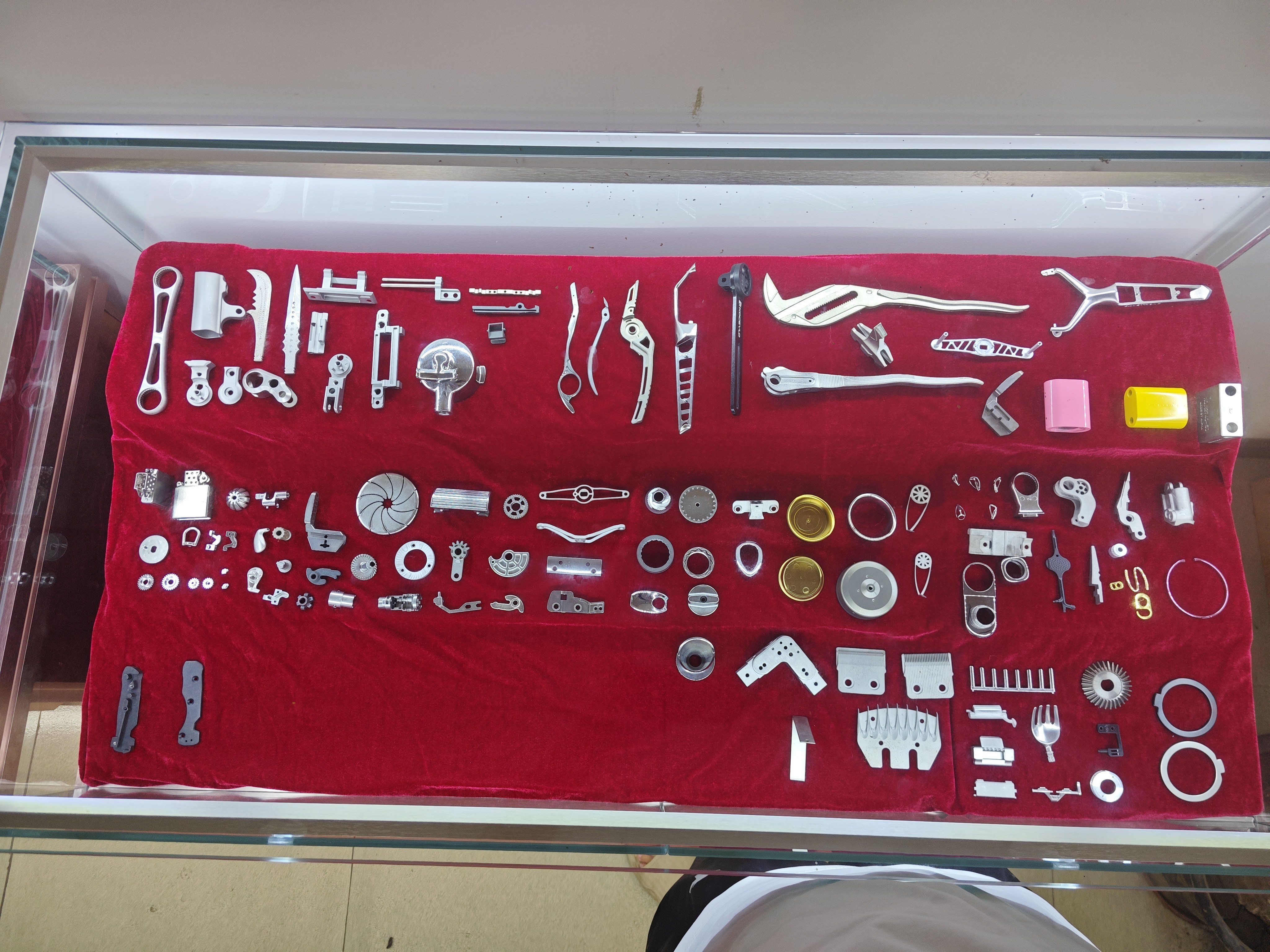
Our MIM lines run stainless steel (304/316L/17-4PH), low-alloy steel, and tool steel feedstocks. Every batch is bar-coded at receipt, traceable through compounding, molding, debinding, and sintering — so when you ask "where did this part come from," we have a complete answer in under 60 seconds.
- 32 injection machines · 50T to 400T clamping force
- Daily output · 200,000+ green parts
- Tooling · in-house mold design & fabrication, 4-week typical lead time
- First-article capability · sample in 7–10 working days from approved drawing